你好,歡迎來到廣東一機數控機床有限公司官網!
全國服務熱線:
4000-386-689
廣東一機數控機床有限公司

廣東一機知識分享
來源:
|
作者:pro4e9f55
|
發布時間: 2021-09-18
|
2308 次瀏覽
|
分享到:
如何減少銑削過程中的振動?
1)使刀具總成保持盡可能高的剛性和盡可能短的長度
2)選擇盡可能大的接桿直徑/尺寸
3)使用適合過尺寸銑刀的Coromant Capto?接桿,避免使用縮徑接桿
4)對于小尺寸銑刀,如有可能,使用錐形接桿
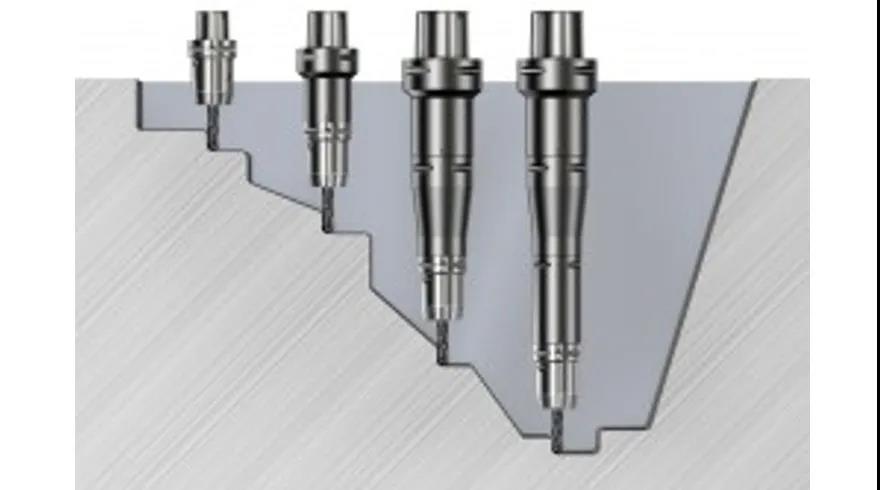
5)在最后一次走刀位于零件深處的工序中,在預定位置改用加長刀具。根據每種刀具長度調整切削參數

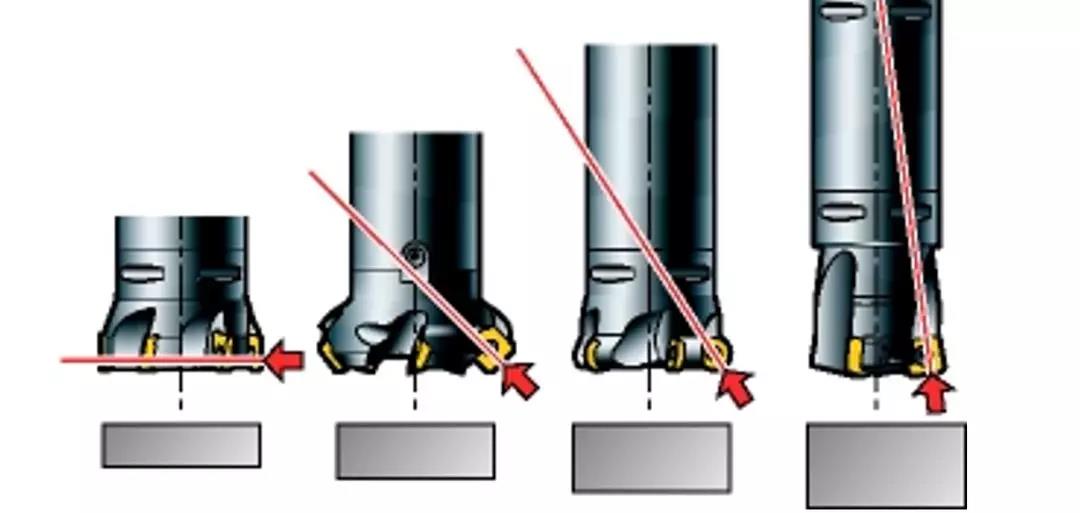
過尺寸銑刀