你好,欢迎来到广东一机数控机床有限公司官网!
全国服务热线:
4000-386-689
广东一机数控机床有限公司

广东一机知识分享
来源:
|
作者:pro4e9f55
|
发布时间: 2021-09-18
|
2233 次浏览
|
分享到:
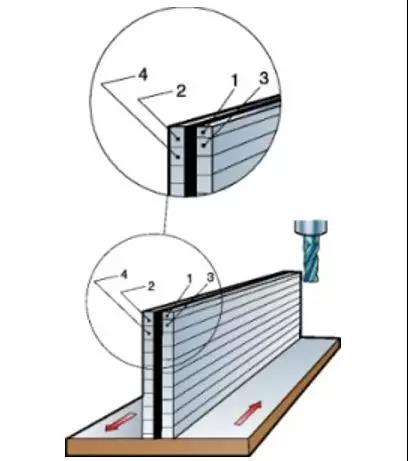
如何减少铣削过程中的振动?
务必使用尽可能短的刀具长度,陆续加长长

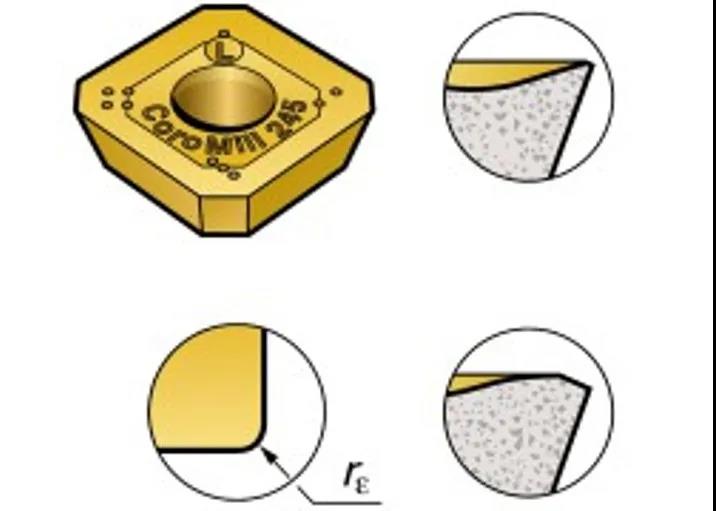
1)选择具有锋利切削刃的轻载槽型-L和薄涂层材质
1)务必相对于铣削表面偏中心定位铣刀
2)对于KAPR 90°长刃铣刀或立铣刀,使用小径向切深 (最大ae = 25%×DC) 和大轴向切深 (最大ap = 100%×De)
3)面铣时,使用小切深ap和高进给fz以及圆刀片或具有小主偏角的高进给铣刀
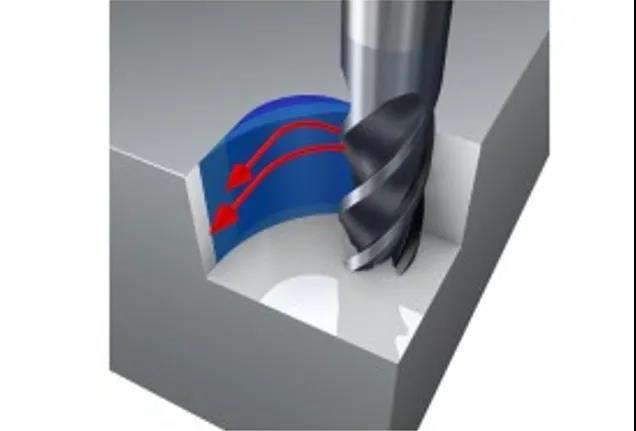
4)通过大圆弧走刀编程避免在拐角中出现振动,参见内拐角铣削
1)夹具应接近机床工作台
2)朝向机床/夹具强度最高的位置优化刀具路径和进给方向,以获得最稳定的切削条件
3)避免沿着工件未受到充分支撑的方向加工
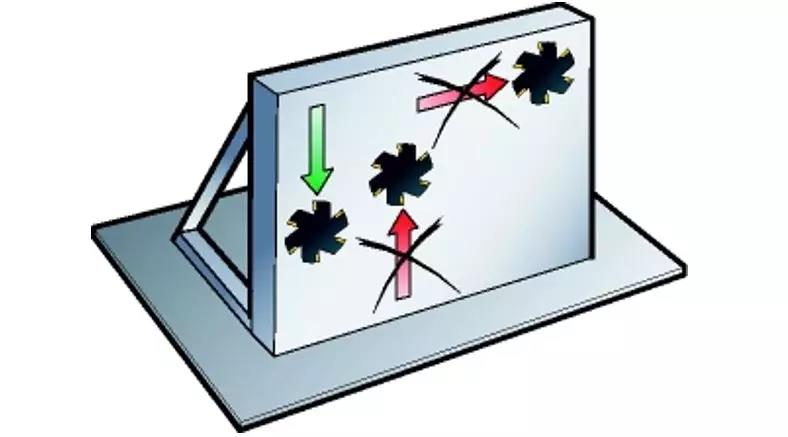
当夹具刚性较差时,使用朝向机床工作台的进给方向
请注意,应以第二次切削切深的1/2执行第一次切削,以第三次切削切深的1/2执行第二次切削,以此类推。